0749-42-6858
0749-42-6858 0749-42-6859
0749-42-6859


当記事では、溶接欠陥の種類や原因、対処法についてご説明いたします。是非、参考にしてください。
【技術ハンドブックの無料ダウンロードが可能!】

溶接欠陥とは
溶接欠陥とは、溶接の不具合のことで、外観にあらわれるものだけでなく、溶接部分の内部に生じるものもあります。
表面欠陥と内部欠陥
溶接欠陥は大きく、表面欠陥と内部欠陥に分類できます。
表面欠陥
表面欠陥は、見た目で分かる溶接部分のくぼみや溝などのことです。外観が良くないこともありますが、製品の耐久性にも問題があるため、補修が必要です。
内部欠陥
内部欠陥は、見た目では分かりませんが、溶接部分の内部で空洞や接着不足など外観同様に強度・品質を損ないます。表面欠陥と内部欠陥にはそれぞれ種類ごとに分類でき、様々な原因によって引き起こされます。
表面の溶接欠陥
では、表面欠陥にはどのような種類があるのでしょうか。以下にご紹介します。
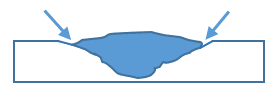
アンダーカット
母材と溶接部の間に溝が生じる溶接欠陥であり、溶接速度が速すぎることや溶接電流が多すぎることが原因で生じます。
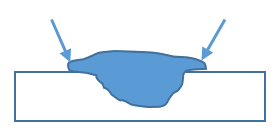
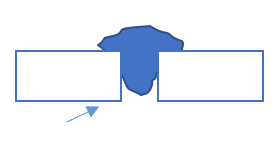
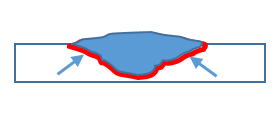
オーバーラップ
溶接欠陥のうち、溶接金属が母材に融合しないで重なったものをオーバーラップといいます。溶接速度が遅く、溶着金属量が多すぎる場合に生じやすくなります。
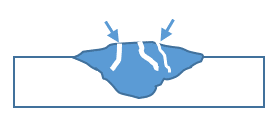
ピンホール(ピット)
ビードの表面に生じた小さなくぼみ穴のことをピンホールといいます。シールドガスの不足や溶接部に錆びや水分が付着している場合に生じやすくなります。
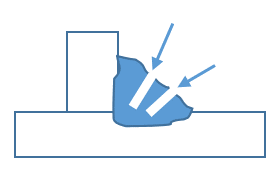
割れ
溶接金属の表面に溶接直後に発生するひび割れのことを言います。溶けた金属が凝固するときに収縮ひずみに耐え切れない場合に生じます。
内部の溶接欠陥
続いて、内部の溶接欠陥の種類についてご紹介します。
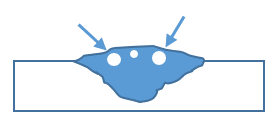
ブローホール
溶接金属内にガスが残留し、空洞が生じたものを、ブローホールといいます。シールドガスが不足している場合や錆びや水分が付着している場合に生じやすくなります。
スラグ(かす)巻き込み
溶接欠陥のうち、スラグが溶接金属内に残留するものを、スラグ巻き込みといいます。スラグの除去が十分にできていない場合に生じます。
溶込不良
溶接金属がルート面に達しなく、開先の一部がそのまま残ったものを溶込不良といいます。溶接電流が低いか溶接速度が速すぎる場合、開先の角度が狭い場合に生じやすくなります。
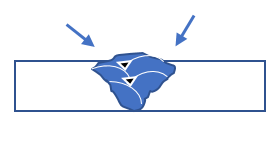
融合不良
接合する金属が十分に溶け合わず、溶接がうまくいかなかったものを融合不良といいます。溶接電流が低い場合や溶接位置が悪いと生じやすくなります。
溶接欠陥の対処法
溶接欠陥を防ぐためには、作業環境を整えて、適切な溶接条件で作業を行うことが必要です。
作業環境では、風の影響を受けないように留意しなければなりません。適切な溶接条件では、適度なシールドガス、板厚に応じた溶接スピード、電流・電圧量を調整することで、表面・内部欠陥を未然に防ぎ、品質を保つことにつながります。また、母材の表面にも水分や油分、錆びなどが付着していると溶接欠陥を引き起こすので、母材から異物を除去することも必須です。
当社の溶接加工 短納期・超特急サービス
溶接加工の短納期・特急対応を行っています。
1mmの薄板から22mmの厚板まで溶接実績があり、TIG溶接によるSUSの接合も可能です。また、溶接ロボットを3台保有し、量産にも対応させて頂きます。
当社の溶接加工工場を紹介
当社の溶接加工工場を動画で紹介いたします。
当社の溶接技術と溶接設備
当社では、エレベーター部品や搬送装置部品を主に製造しており、製品強度を求められる部品が多数あります。そのため、溶接の強度を高めるために、開先取りを行い、溶接の溶け込み量を多く確保する加工を行っています。また、一度溶接を行った部分に上からさらにもう一層溶接を施す多層盛りも行います。より強度を求められる加工を普段から行っているからこそ、溶接の強度不足につながる欠陥を防ぎ、良品出荷をできる体制が当社にはあります。
当社では、以下の溶接設備を保有しております。
CO2/MAG溶接機(ダイヘン)9台
TIG溶接機(パナソニック)1台
アーク溶接機(ダイヘン)1台
スポット溶接機(アマダ)1台
溶接ロボット(ダイヘン)3機
当社の溶接ノウハウとこれらの設備を駆使し、お客様が求める品質を提供して参ります。